 Made in the UK
Made in the UK
Case Studies
Mineral Insulated RTD Failure
A recognised instrumentation and control company contacted Sterling Sensors with a specialist enquiry. They were working to rectify a failure aboard a cargo ship and discovered the source of the problem was a broken temperature sensor. The engineer was unsure of the sensor specification but was clear that a replacement had to be found within 24 hours if the ship was to sail on-time.

As the specification of the sensor was unclear Sterling Sensors where faced with the problem of collecting the broken unit the same day, however the problem was quickly resolved and the probe was delivered before 3pm. Upon arrival the sensor was heavily soiled and it was evident where the unit was damaged, the engineer dissected the probe and tested the element and internal workings.
He determined that the sensor was:
• A mineral Insulated RTD (Pt100)
• 4-wire circuit
• 3mm diameter and 6 metres in length
• Terminated with a pot seal and 1 metre of PFA leadv
• 1/8 BSPP compression fitting for process connection

Grain Silo Sensors
A global process, measurement and control manufacturer approached Sterling Sensors with a project they had undertaken to provide a complete monitoring system using temperature sensors. The sensors where to be positioned at set distances throughout grain silos to help prevent spontaneous combustion when storing grain.

Although the customer had an extensive range of manufacturing and engineering capabilities, these sensors demanded a specialist knowledge of multi-point applications in order to produce the specification required for an effective design and build. A series of meetings where held to discuss the proposals, with the basic requirements being:
· A tough multi point cable
· Very long lengths up to 25 metres
· 10 measurement points
· Accurate positioning of sensors throughout the silo.
· Match up with the monitoring system requirements
· Long lasting
The proposals were submitted for estimation, Sterling Sensors offered a number of design options and produced a number of samples for consideration by the customer. Following acceptance, a complete working sample was manufactured and sent away for customer testing and evaluation.
The final evaluation product was approved and a detailed technical drawing was produced for the build process and added to the customer’s project document dossier.
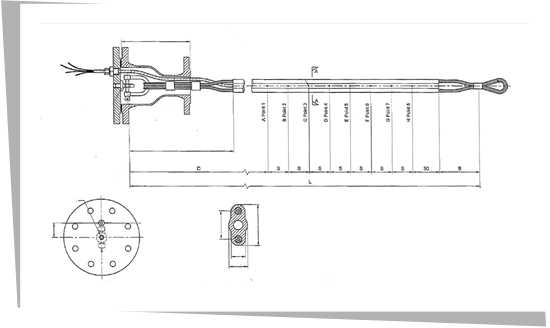
The complete multi point temperature sensor consisted of 10 type K thermocouples, manufactured into a rope style loom, with a water proof coating and D lock armour, then placed in a protective loom with anchoring hooks
The customer tendered for the project and was successful, receiving three separate orders for locations around the world, totalling 96 assemblies. During the manufacturing process, the customer’s quality manager audited the manufacturing as part of Sterling Sensors ISO9001 processes. Each order for 32 probes was completed with an 8 week turnaround and delivered to the customers UK manufacturing plant where they were tested as part of the complete monitoring system.
High Temperature Triplex Sensors
An overseas distributor for Sterling Sensors won a contract with a global glass bottle manufacturer. The contract included refurbishment of production line instrumentation and sensors which was to be carried out during a planned annual shutdown.
Initial inspection of the instrumentation revealed a number of specialist high temperature thermocouples. The distributor assessed which sensors had experienced degradation and catalogued the different thermocouples, detailing dimensions, tag numbers and working temperatures.

The Plant Engineering Manager found sourcing replacements difficult in the past and records didn’t show who had made the existing units. It was clear such specialist sensors couldn’t be sourced locally so the distributor contacted Sterling Sensors in the UK for help.
A video conference was set up between, Sterling, the distributor and the Plant Engineering Manager to discuss the requirements of the application. Following this, a number of photographs and drawings were exchanged until the exact specification was realised. The thermocouples were being used in a raw material furnace at a temperature of 1400°C and needed to be kept in situ working continuously for a 3 year period.
The application demanded a sensor that could perform at extreme temperatures and although the project required a complex design and long term reliability, Sterling Sensors were confident they could provide an effective solution. Detailed final drawings and spec sheets were produced for approval by the customer.
The customer subsequently ordered a single unit for review and testing prior to the planned annual shut down of the plant. The test sample was delivered within a stringent timescale to the following specification:
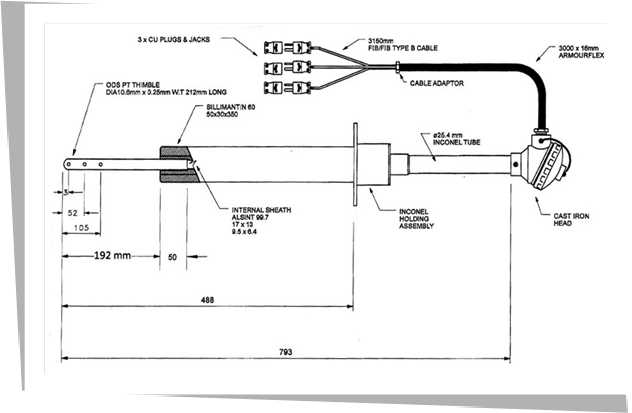
· Triplex type R
· 0.25WT ZGS Platinum Thimble
· 800 mm long Alsint sheath
· Staggered hot junctions
· 50mm O.D. Sillimantin 60 support tube with Inconel holding assembly
· Cast iron Head & Terminal block with 3m lead wire (Rated to 400°C)
Following a 2 month trial of the Type R triplex thermocouple, the customer confirmed that the sensor was working as expected and felt confident to place a further order for 5 units to be delivered within one month, in time for the planned annual shutdown.
We received feedback throughout the following year that the sensors continued to perform well and received further orders for other styles of thermocouples required for the plant.







